今までいただいたご質問の中で多かった質問とその回答例です。
詳細画面から専門家に、メール相談や直接会っての面談などを申し込むことができます。
連合作業分析について教えて下さい。
-
Q
連合作業分析について教えて下さい。
連合作業分析で生産性を向上させるにはどのようにすればよいのでしょうか。
A人や機械の手待ちロス、停止ロスを減少して、作業周期の時間短縮を行います。
「連合作業分析」とは、JIS Z 8141-5213で「人と機械、2人以上の人が協同して作業を行うとき、その協同作業の効率を高めるための分析手法」とされています。つまり、人や機械のさまざまな組み合わせの作業をより効率的に行うために、作業に関連した時間の側面から分析して、より効果的な方法へ組み替えます。
人や機械の手待ちロス、停止ロスを明確にして、改善の原則(ECRSの原則※)などを適用して、そのロスを減少させながら、作業周期の時間短縮、人や機械の稼働率向上、機械持ち台数の適正化、配置人員の削減を図ることを目的としています。
(※)ECRSの原則とは、Eliminate(排除:取り除く)・Combine(結合:つなげる)・Rearrange(交換:組み替える)・Simplify(簡素化:単純にする)の頭文字を並べたものです。
ECRSは、(E→C→R→S)業務改善効果の高い施策の順番と考え方を示したものです。
具体的な例で連合作業分析を考えてみましょう。人と機械作業の分析表は、「M-Mチャート(エムエムチャート)」、人同士の組作業分析表は、「Manチャート(マンチャート)」と呼びます。M-Mチャートの分析では、付加価値を付けている時間以外、つまり“人の手待ち・付随作業(付加価値のつかない分析作業等)”と“機械の停止”に着目します。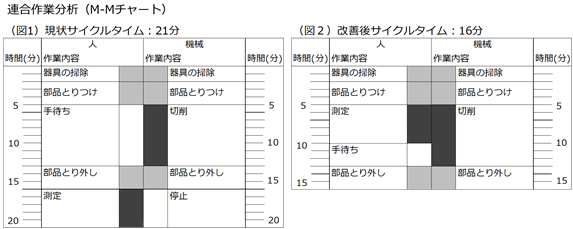
このM-Mチャート(図1、図2)では縦軸1目盛が1分を示します。グレー色は人が機械を操作している時間帯を、黒色は人か機械のどちらかが動いている時間帯、白色は人もしくは機械が非稼働の時間帯を示します。現状(図1)では開始後0~5分間、および13~16分間は人が機械を用いて作業しています。しかし、開始後5~13分間の機械で切削している間は、人が手待ちになっています。また開始後16~21分間の人が測定している間は、機械が停止しています。
連合作業分析では、「人の手待ち」と「機械の停止」に注目します。M-Mチャートから分析できる問題点は大きく2つあります。1つは、機械の停止のほとんどは、人が付随作業を行っている間に発生していることです。もう1つは、人は機械が自動運転中にやることが無くて手が止まっていることです。
問題点が明確になると、「付随作業を機械の自動運転中に行うことが出来れば、手待ちも機械停止もなくなるのでは」という改善の方向性が見えてきます。連合作業分析の結果、1回目のサイクルで作業した後で、2回目のサイクル以降は機械が切削作業を行うときに、人は測定を行います。作業方法を変更することにより、現状から改善後にはサイクルタイムが21分から16分に5分間削減します。
一見5分間という削減幅は少ないように感じるかもしれませんが、この作業を何回も繰り返すのであれば効果が大きくなります。このケースの場合改善効果は31%(5分÷21分)に及んでおり、改善効果が大きいことが分かります。