今までいただいたご質問の中で多かった質問とその回答例です。
詳細画面から専門家に、メール相談や直接会っての面談などを申し込むことができます。
お客様から統計手法を用いた品質管理を行うよう言われました。
-
Q
お客様から統計手法を用いた品質管理を行うよう言われました。
お客様から、当社の工程能力指数がどれぐらいか質問がありました。不明と回答したところ、統計手法を用いた工程管理を行い、品質不良品の発生を未然に防ぐように要求されました。どの様に進めれば良いでしょうか。
ASPCの概要と進め方について説明させて頂きます。
従来の工程管理は、全ての製造工程が完了してから完成品をチェックし、異常があるものを排除するという方法でした。しかし、これでは製造に無駄な手間がかかります。そこで考えられたのがSPC(統計的プロセス管理)です。製造工程を統計的に管理することで、工程の監視を客観的に行うことが出来ます。
①SPCとは
管理図,ヒストグラム等のグラフや工程能力指数(Process Capability Index)Cp,Cpk等の統計量を分析することで、工程の安定性や管理状態を把握し、異常品の流出防止、品質の安定化を図ることを目的とします。
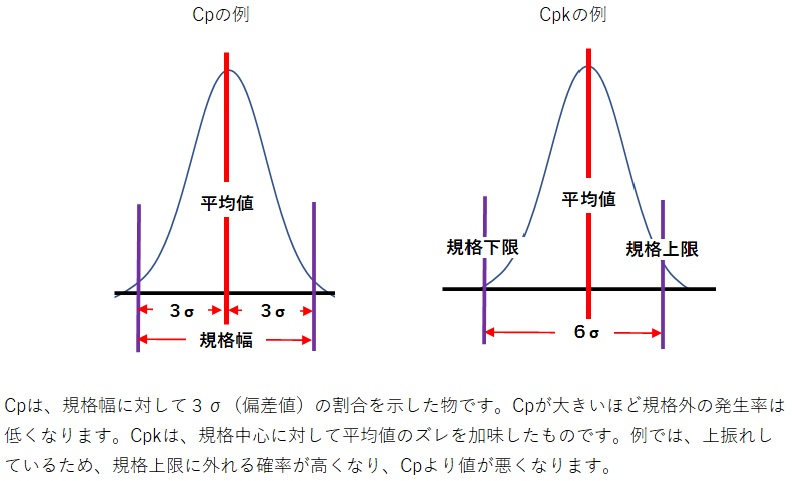
②工程能力指数とは
工程能力指数Cpとは、ばらつきの範囲がスペックの範囲に対してどのレベルかを数値化した指数です。更にCpに偏りを加味した工程能力指数Cpkにより、規格に対しての信頼性を判断します。
工程能力指数の判断基準は、下記の通りで、一般的には1.33以上を目指します。
Cpk<1 工程能力が不足。早急に改善を要する。
1<Cpk<1.33 工程能力はあるが、改善必要。
1.33<Cpk<1.67 工程能力は十分。現状維持。
1.67<Cpk 工程能力は十分 。検査頻度減可。
③SPCの取り組み方
キーパラメータ、コントロールパラメータ、モニター項目を抽出し、サンプリング頻度と記録方式を決定します。過去のデータがあれば工程能力指数Cp、Cpkの算出を行います。
1)キーパラメータ:目標とする物性値。
出荷データ:仕様書、出荷検査項目など
工程データ: QC工程表における品質特性値など
2)コントロールパラメータ:制御因子
QC工程表における加工条件値など
3)モニター項目:解析などに参考にするデータ
気温、湿度などコントロールが出来ない要因など
④OOC(out-of-control)の設定
OOCとは、異常の判断基準のことです。新JIS基準や工程能力指数、過去の傾向から対策を取るべき異常の定義を行います。また、重大・中度・軽微の3段階程度の区別をすることをお勧めします。判断基準における管理値については、年1回を目処に見直しを行います。
⑤OOC発生時の対処方法の作成
OOCが発生した場合の対処方法を作成しておきます。異常の程度によって対処方法を決めます。例えば、重大の場合は、次工程での加工を停止し、原因と対策を行うなど、流出防止と被害拡大防止を行う必要があります。一方、軽微な場合は、チェックシートでの確認や記録を残しておくなど対処方法を変えます。